
Crowning Table Varmista korkean taipumissäännön tarkkuus Pressbrakella
Tarkkojen, toistettavien muotoilutulosten takaamiseksi on välttämätöntä kompensoida poikkeama, joka luontaisesti esiintyy palkissa (puristin) ja puristinjarrun taulukossa kuormituksen yhteydessä. Ilman taipumakompensointia on todennäköistä, että työkappaleessa on jonkinlainen muodonmuutos keskelläan, kun se on taivutettu pitkin puristusjarrun koko pituutta. Tämä koskee erityisesti paininjarruja, jotka ovat 8 jalkaa tai pidempiä, 80 tonnia tai enemmän, ja kun taivutetaan pitkiä tai suuria osia, mutta se voi olla myös silloin, kun muodostetaan lyhyempiä työkappaleita. Jotta taivutuskulma pysyisi yhdenmukaisena osan koko pituudelta, puristinjarru tarvitsee kruunutusjärjestelmän joko palkin, taulukon tai molempien osalta.
Tässä lyhyiden erien, monimutkaisten osien ja nopean kääntymisen aikakaudessa kruunu varmistaa tehokkuuden, osan tarkkuuden ja toistettavuuden. Korkean tonnimäärän käyttökohteissa kruunu auttaa tuottamaan suoria taivutuksia haastavissa, korkean vetolujuuden omaavissa materiaaleissa.
Crowning Basics
Useimmissa moderneissa puristusjarruissa käytetään servo-hydraulijärjestelmää, jossa suljetun silmukan järjestelmä ohjaa ram-asemaa. Palkin molemmissa päissä, vasemman ja oikean männän alla, paikannusmittausjärjestelmä valvoo säteen liikettä ja paikannustarkkuutta. Koneen ohjaus käsittelee nämä tiedot ja käyttää sitä sijoittamaan säteen tarkkuudella 0,01 mm. Tämä tapahtuu aktivoimalla vasemman ja oikean servoventtiilin kunkin hydraulisen männän yläosassa.
Taivutusjakson aikana servo-hydraulijärjestelmä varmistaa, että männän kummankin pään kohdalla saavutetaan koneen ohjauksessa määritetty ohjelmoitu asento, joka johtaa oikeaan taivutuskulmaan. Koska puristusjarrut pyrkivät taipumaan kuormituksen alaisiksi, erityisesti koneen keskellä mäntien välissä, puristusjarrun keskellä oleva kulma on epämääräisempi kuin kulman alapuolella. Ilman väliintuloa tämä taipuma aiheuttaa taivutuskulman vaihtelevan puristusjarrun pituuden yli.
Kompensoimiseksi puristusjarrut voidaan varustaa kruunutusjärjestelmällä, joka tuottaa vastakkaisen voiman tai "käyrän" palkin ja pöydän taipuman kääntämiseksi. Crowning-järjestelmä varmistaa, että ram ja pöytä ovat taivutuksen aikana yhdensuuntaisia (ks. Kuva 1 ).
Crowningia on käytetty 1970-luvun lopulta ja 1980-luvun alusta lähtien. Korkeammalle tonnille painavien jarrujen, korkean vetolujuuden omaavien terästen kysyntä ja tarve taivuttaa pidempiä pituuksia ovat vauhdittaneet kruunun tarvetta, koska koneen rungon taipuma on suurempi näissä sovelluksissa.
Ennen kruunatusta puristinjarrujen valmistajien oli pakotettava käyrä puristinjarrun taulukkoon noin 75 prosentin koneen taipumasta. Nykyään järjestelmät ovat kehittyneempiä. Käyttämällä ohjelmoitavia kruunutusjärjestelmiä operaattorit syöttävät levyn paksuuden, pituuden, muotin aukon ja materiaalin vetolujuuden tiedot ohjaukseen, joka määrittää automaattisesti pöydän ja ramin todellisen taipuman ja jokaiselle taivutukselle saadaan esikuormitus. Yhdessä puristinjarrun hydraulijärjestelmä ja kruununpoisto takaavat tarkan taivutuskulman, jolla operaattori puuttuu mahdollisimman vähän.
Valinnat Pressbrake Bending Crowning -taulukossa
Crowningia käytetään yleensä puristinjarruissa 80 tonnia, 8 jalkaa tai enemmän. Crowning voidaan soveltaa pienempään painoon painettaviin jarruihin, mutta tämä riippuu puristusjarrujen pöydän ja sovelluksen pituudesta. Mitä pidempi etäisyys pystyssä on, sitä suurempi on koneen taipuma. Mitä suurempi koneen vetoisuus on, sitä suurempi on taipuma kompensointi. Sekä paksujen että ohuiden materiaalien taivuttamiseksi on suositeltavaa kruunata järjestelmä.
Hydraulinen kruunu ja CNC-mekaaninen kiila-tyylinen kruunu ovat kaksi yleisintä kruunausjärjestelmien tyyppiä. Kiila-tyyppinen kruunutusjärjestelmä voidaan ostaa lisäpuristimena puristinjarrun valmistajan tai työkalun toimittajan kautta. Hydraulinen kruunu on rakennettu koneeseen. Näiden järjestelmien kustannukset ovat vertailukelpoisia, joten valinta on enemmän tarkkuus, tehokkuus ja sovellus.
Hydraulinen kruunu antaa painetta sylintereille taivutusiskun aikana koneen taipuman kompensoimiseksi. Useimmat näistä järjestelmistä eivät kykene käyttämään kruunua koko koneen sängyn läpi. Sen sijaan kippausjärjestelmän säätämä taipuma riippuu sylinterin sijainnista. Joissakin hydraulisissa kruunutusjärjestelmissä käytetään vain keskisylinteriä tai kolmisylinteristä järjestelmää, ja jotkut niistä koristavat yli 60 prosenttia sängystä, mutta eivät koko sängyn pituuden.
Kuvio 1
Jos ylempi ja alempi palkki eivät ole taivutuksen aikana yhdensuuntaisia, taivutuskulma eroaa työkappaleen pituudelta.
Kaikissa hydraulisylintereissä käytetään samaa hydraulijohdinta. Tämän seurauksena mikään yksittäinen sylinteri ei voi käyttää täyttä kruunausvoimaa; tämä voima kohdistuu kaikkiin hydraulisylintereihin, olipa olemassa kaksi, kolme tai 10.
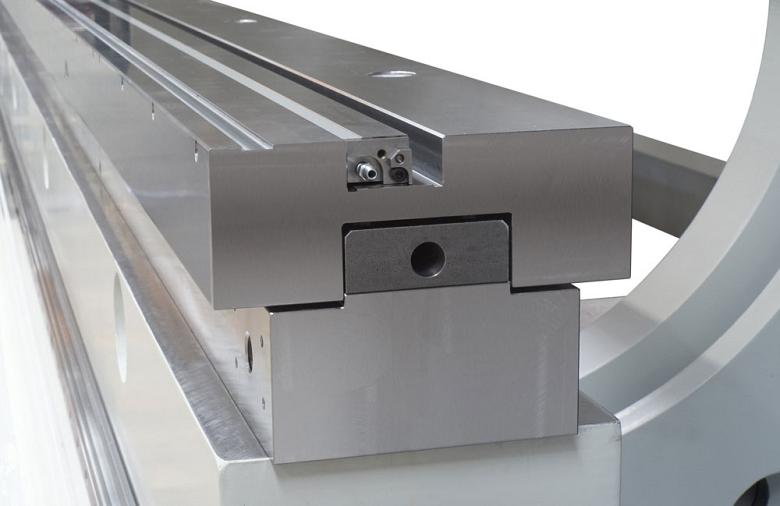
Kiila-tyylinen kruunajärjestelmä koostuu kahdesta rivistä sängyn pituudelta; yksi rivi on kiinteä ja toinen on siirrettävissä (ks. kuvat 2 ja 3 ). Sängyn keskellä olevan kiilan kaltevuus on korkeampi kuin mäntien alapuolella olevat kiilat, ja kaltevuuden kulma pienenee nuken keskelle sängyn keskeltä.
Aktivoituna liikkuva kiila muodostaa käyrän, jonka yläpiste on sängyn keskellä ja matalat pisteet kummassakin päässä mäntien alapuolella, jotta saadaan aikaan spline-käyrä taulukossa. Korjausjärjestelmä, joka ohjataan automaattisesti, kompensoi sängyn poikkeaman ja säteen eri taivutusvoimilla. Kiila-tyylisessä järjestelmässä pöytä on suunniteltu kantamaan tietty kuormitus vaaditun tonnimäärän mukaan. Tietyt kruunutusjärjestelmät antavat ohjelmointitarkkuuden ± 0,01 mm ja paikannus toistettavuuden ± 0,005 mm.
Kiilajärjestelmä kertoo, kuinka sängyn koko pituus on, koska se on työstetty nimenomaan kyseiselle sängylle. Se voi myös käsitellä suurempien tonnimääritysten ja lyhyempien sängynpituuksien taipumakompensointia. Crowning voidaan säätää taivuttamaan missä tahansa sängyn asennossa. Tämä säätö tehdään reaaliajassa ohjauksen kautta, joten prosessissa ei menetetä tuotannon aikaa.
Sitä vastoin yleinen kiilajärjestelmä ei ole erityinen puristinjarruille, ja se on rakennettu tavanomaisesta kiilarakenteesta. Se voidaan ohjata CNC: n avulla, ja se ottaa huomioon taipuman, mutta se ei ole sovelluksen tai sen materiaalien ominaispiirre. Siinä ei myöskään käytetä keskitietokannan tarvitsemaa poikkeaman korjauksen määrää, joten sen kruunausmahdollisuus on rajallinen ja monimutkaisempi.
Universaali kruunutusjärjestelmä voidaan jälkiasentaa olemassa olevaan puristusjarruun sen ominaisuuksien parantamiseksi. Se voidaan asentaa myös pienemmälle tonnimäärälle, sisääntulotason puristinjarru, jota ei tarjotaan kruunuilla, jotta käyttäjä voi hallita taivutusprosessia.
Crowning-järjestelmän jälkiasennus voi olla hyödyllinen ja joskus välttämätön, varsinkin kun sovellus muuttuu tai muuttuu. Esimerkiksi, jos LVI-valmistaja siirtyy tuottamaan asuinrakennekomponentteja, jotka voidaan muodostaa tehokkaasti ilman, että ne ovat korotettu paljon suurempien, raskaampien komponenttien valmistukseen teollisuusyksiköille, uusi osaprofiili sanelee kronoinnin tarpeen. Crowning-järjestelmä lisää tehokkuutta poistamalla säätöjen ja asetusten lukumäärän, jotta pitkät taivutuspituudet saadaan aikaan.
Pressbrake Crowning -taulukon muodostavien haasteiden asettaminen
Varmistamalla tasainen kulma taivutuksen pituuden yli, kruunu myös pienentää asennusoperaatioita, minimoi romun ja poistaa tarpeen operaattorin puuttumiselle tai erittäin ammattitaitoiselle puristusjarruoperaattorille.
Ilman kruunausjärjestelmää koneen poikkeaman voittaminen on käsikäyttö, jossa käytetään säätimiä tai säätämällä muotteja. Leikkauksen määrän laskeminen voi olla aikaa vievä prosessi, joka on usein kokeiluversio ja joka tuottaa kalliita romuja. Jopa kokeneet asennusoperaattorit tuottavat jonkin verran romua, kun koneen osia valmistetaan manuaalisesti säädetyllä kruunukerroksella.
CNC-kruunutusjärjestelmä tuottaa automaattisesti nämä laskelmat. Se myös vähentää koneen käyttöön tarvittavaa taitotasoa, mikä parantaa tehokkuutta ja tuottavuutta.
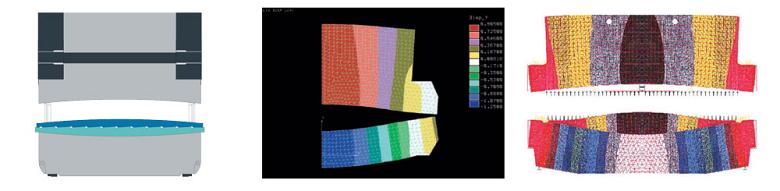
Kuvio 2
Tämä kiila-tyylinen kruunujärjestelmä on räätälöity jokaiselle painonjarrulle. Tähän liittyvät komponentit ovat ma
Mikään kruunajärjestelmä ei kuitenkaan pysty kompensoimaan työkalujen aiheuttamia ongelmia, kuten huono lävistys- ja muotokohdistus ja työkappaleen epäsymmetrinen liukuminen. Epätarkka tai epätasaisesti kuluneet työkalut muodostavat osia epäjohdonmukaisilla kulmilla. Työkaluongelmat ovat osittain vastuussa ongelmista, jotka liittyvät epätasaisiin kulmiin taivutuslinjaa pitkin.
Precision-ground -työkalut auttavat varmistamaan tarkat taivutuskulmat koko taivutuspituudella. Muotoilla on progressiivinen säde V-aukon molemmilla puolilla, jolloin materiaali virtaa suulakkeeseen tasaisemmin ja vähemmän vetämällä (katso kuvio 4 ).
Suuren tonnimäärän sovellukset suuremmalle puristuskoneelle
CNC-kruunujärjestelmä kompensoi paininjarrun symmetrisen taipuman. Kun materiaalin ominaisuudet ovat samat koko osan pituudella, standardikruunu on riittävä. Mutta kun materiaalin ominaisuudet ovat vaihtelevia ja haastavampia - erityisesti raskaampilla tai pidemmillä työkappaleilla ja korkean vetolujuuden omaavilla materiaaleilla, kuten S1100, S1300, Hardox® ja Armox®, CNC: n ohjaama kehittyneempi ohjelmoitava kruunutusjärjestelmä tarjoaa enemmän kompensointia koneen taipumasta ja lopulta enemmän joustavuutta.
Korkean vetolujuuden omaavat materiaalit tarvitsevat enemmän voimaa taivutusta varten, niillä on enemmän takaisinkytkennää, ja siksi ne vaativat enemmän kruunua (ks. Kuva 5 ). Korkean vetolujuuden omaavien materiaalien käyttö kasvaa erityisesti suurissa taivutuskohteissa (12 jalkaa tai pidempään), koska valmistajat pyrkivät vähentämään lopputuotteen painoa vaarantamatta rakenteellista eheyttä.
Crowning on vieläkin kriittisempi tandem-, tridem- tai quadem-puristusjarruille, jotka yhdistävät kaksi, kolme tai neljä puristusjarrua, jotka ovat samankaltaisia tai erilaisia kuin synkronoidussa kokoonpanossa. Nämä järjestelmät synkronoivat koneen sylinterit 5 millisekunnin välein ja tarkistaa jatkuvasti, että koneessa on jatkuva suora liike. Jotkut näistä koneista käyttävät vielä eräänlaista kruunausjärjestelmää, joka sisältää kaksoiskoristustaulukon. Se on pohjimmiltaan kaksi CNC-kruunausjärjestelmää toistensa päällä ja epäsymmetrinen, mutta täydentävä kruunuprofiili.





